






Laserbearbeitung
Hochpräzise Maschinenlösungen für die Mikro- als auch die Makrobearbeitungstechnologien.
Expertise:
- Laserbohren, -schweißen und -schneiden von 2D- und 3D-Bauteilen
- Effiziente Produktion von der Mittelserie ab ca. 100.000 Bauteilen bis hin zur Großserie von über 2 Millionen Bauteilen pro Jahr durch flexible, modulare Anlagen
Bearbeitungsbereiche:
- anorganische Materialien
- speziell Metalle
- Gläser
- Keramiken
- Toleranz Mikro: < 3 µm, Toleranz Makro: bis 15µm
Maschinenkonzepte:
- Teil- / Vollautomatisiert
- 2D- oder 3D- Bearbeitung
- Laserbearbeitungszentrum 5-Achsen-CNC (speziell mikro)
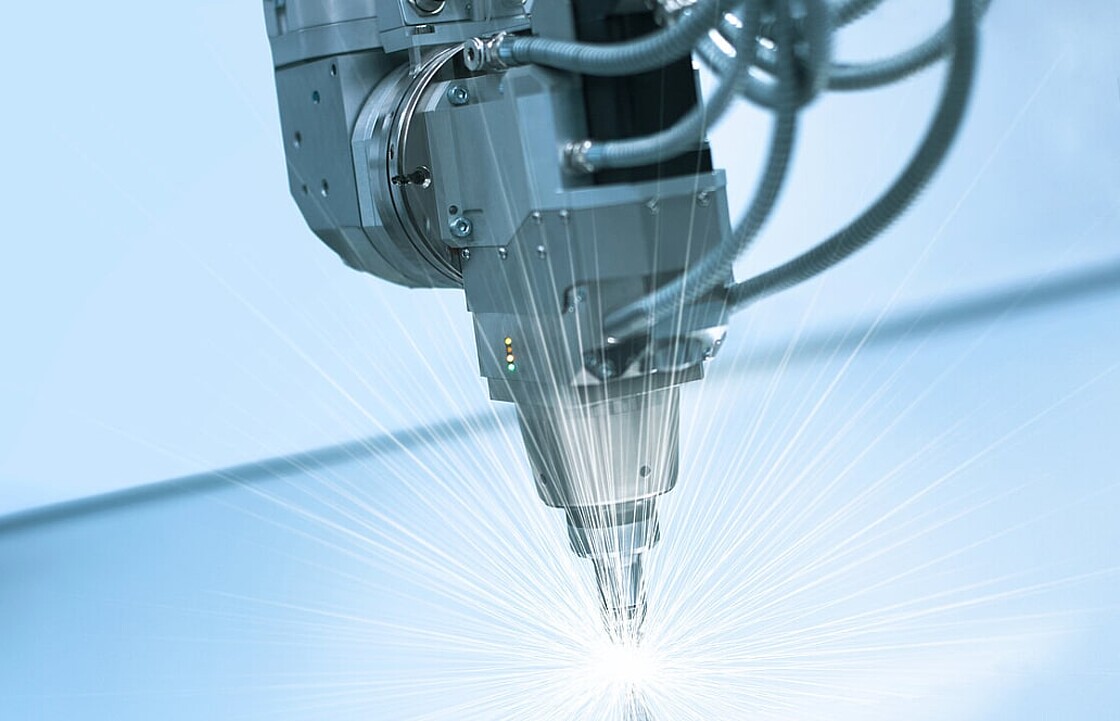
Lasermikrobearbeitung – Eine neue Ära der Mikropräzision
Werkstücke aus Metall bis in den Mikrometerbereich punktgenau bearbeiten – das ermöglicht unsere Lasertechnologie. Dabei setzen wir bei unseren Lasern auf ultrakurze Lichtpulse. Diese nehmen keinen thermischen Einfluss auf das Grundmaterial und garantieren eine optimale Fertigungsqualität. So entwickeln wir gemeinsam mit unseren Kunden passgenaue Lösungen und neue Fertigungspotenziale.
Lasermikrobearbeitung mit gepulstem Laser
Für eine präzise Bearbeitung von Werkstücken haben sich gepulste Laser als vorteilhaft erwiesen. stoba Customized Machinery setzt Laser mit ultrakurzen Lichtpulsen ein. Diese haben Längen von Mikrosekunden (1/1.000.000, 1 x 10–6 Sekunde), Nanosekunden (1 x 10–9 Sekunde), Pikosekunden (1 x 10–12 Sekunde) und Femtosekunden (1 x 10–15 Sekunde). Denn bei der Lasermikrobearbeitung und beim Laserschneiden tragen kürzere Pulse mit höherer Energiedichte das Material ab, ohne das Grundmaterial thermisch zu beeinflussen. Gleichzeitig kann jedes Metall mit den dafür optimal eingestellten Lasern bearbeitet werden. Von einfachem Stahl, über Edelstahl und Aluminium.
Was sind die Vorteile der Lasertechnologie in der Metallbearbeitung?
Bei der Metallbearbeitung mit Lasern erfolgt der Metallabtrag durch die ausgerichteten Photonen des jeweiligen Laserstrahls. Die Photonen werden gebündelt und bei Erreichen der gewünschten Energie als Lichtpuls mit definierter Wellenlänge auf das Werkstück gelenkt. Das Licht der Laserstrahlen hat beim Laserschneiden dabei Wellenlängen im Bereich von 103–1 nm. Es bewirkt, dass die Atome des zu bearbeitenden Materials angeregt werden. Jedes Metall benötigt bei der Bearbeitung mit Lasern dabei eine bestimmte Wellenlänge , um besonders gut angeregt zu werden. So ist die optimale Wellenlänge für Aluminium beispielsweise anders als bei Edelstahl.
Lasermikrobearbeitung als 2D oder 3D-Laser-Prozess
Bei der Laserbearbeitung generiert die Laserquelle einen Laserstrahl bestimmter Art und Energie. Die Konditionierung des Laserstrahls erfolgt über den sogenannten Scanner. Er übernimmt die Lichtleitung und Fokussierung des Laserstrahls. Der Aufbau eines Scanners ist je nach Hersteller unterschiedlich, seine Hauptaufgabe ist die Bündelung des Laserstrahls über Linsen diverser Optikeinheiten. Außerdem übernimmt der Scanner die Steuerung für die Auslenkung des Laserstrahls, um z. B. einen Schriftzug zu generieren. Die Auslenkung erfolgt durch angetriebene Spiegel. Hierzu werden extrem dynamische, schnelle und präzise Galvomotoren eingesetzt. Dabei variiert die Anzahl der Auslenkachsen für die 2D- und 3D-Auslenkung.
