






Laserové zpracování
Vysoce přesná strojní řešení pro technologie mikro i makro zpracování.
Odbornost:
- Laserové vrtání, svařování a řezání 2D a 3D součástí
- Efektivní výroba od středních sérií od cca 100 000 komponentů až po velké série s více než 2 miliony komponentů ročně díky flexibilním modulárním systémům.
Oblasti zpracování:
- anorganické materiály
- zejména kovy
- Brýle
- Keramika
- Tolerance mikro: 3 µm, tolerance makro: až 15 µm.
Koncepty strojů:
- Částečně / plně automatizované
- 2D nebo 3D zpracování
- Laserové obráběcí centrum 5osé CNC (zejména mikro)
Mikroobrábění laserem – nová éra mikropřesnosti
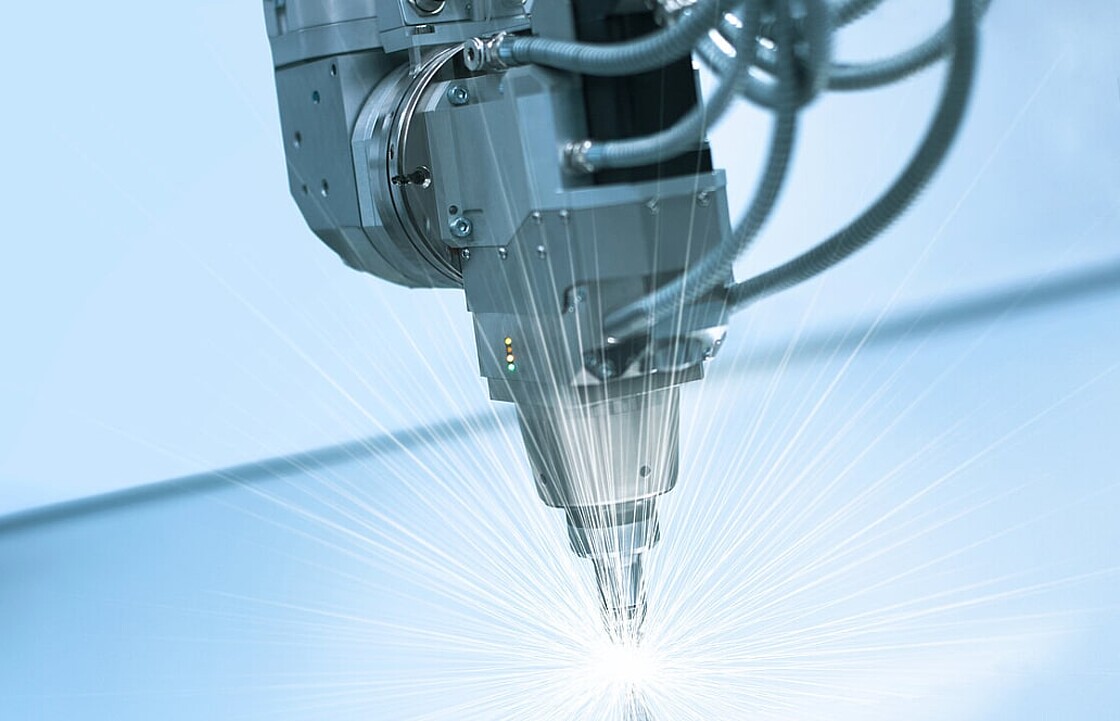
Obrábění kovových obrobků s přesností až na mikrometry – to umožňuje naše laserová technologie. U našich laserů používáme ultrakrátké světelné pulzy. Ty nemají žádný tepelný dopad na základní materiál a zaručují optimální kvalitu výroby. Společně s našimi zákazníky vyvíjíme řešení na míru a nové výrobní možnosti.
Laserové mikroobrábění pulzními lasery
Pulzní lasery se ukázaly jako výhodné pro přesné obrábění obrobků. Společnost stoba Customised Machinery používá lasery s ultrakrátkými světelnými pulzy. Ty mají délku mikrosekund (1/1 000 000, 1 x 10-6 sekundy), nanosekund (1 x 10-9 sekundy), pikosekund (1 x 10-12 sekundy) a femtosekund (1 x 10-15 sekundy). Je to proto, že při laserovém mikroobrábění a laserovém řezání dochází k ablaci kratšími pulzy s vyšší hustotou energie, aniž by byl tepelně ovlivněn základní materiál. Současně lze pomocí laserů optimalizovaných pro tento účel zpracovávat jakýkoli kov. Od jednoduché oceli až po nerezovou ocel a hliník.
Jaké jsou výhody laserové technologie při obrábění kovů?
Při obrábění kovů lasery se kov odstraňuje pomocí vyrovnaných fotonů příslušného laserového paprsku. Fotony jsou zaostřeny a nasměrovány na obrobek jako světelný puls s definovanou vlnovou délkou, když je dosaženo požadované energie. Při laserovém řezání má světlo laserových paprsků vlnové délky v rozmezí 103-1 nm. Způsobuje excitaci atomů zpracovávaného materiálu. Každý kov vyžaduje při zpracování laserem specifickou vlnovou délku, aby byl obzvláště dobře excitován. Například optimální vlnová délka pro hliník je jiná než pro nerezovou ocel.
Laserové mikroobrábění jako 2D nebo 3D laserový proces
Při laserovém obrábění generuje laserový zdroj laserový paprsek určitého typu a energie. Laserový paprsek je podmíněn tzv. skenerem. Ten je zodpovědný za vedení a zaostřování laserového paprsku. Konstrukce skeneru se liší v závislosti na výrobci, ale jeho hlavním úkolem je zaostřit laserový paprsek prostřednictvím čoček různých optických jednotek. Skener také řídí vychylování laserového paprsku, např. pro vytváření nápisů. Vychylování se provádí pomocí poháněných zrcadel. K tomuto účelu se používají extrémně dynamické, rychlé a přesné galvomotory. Počet os vychylování se pro 2D a 3D vychylování liší
